










“打铁还需自身硬”,在邯郸工务段邯郸重点维修车间焊轨工区的采访,让记者对这句话有了更深的感触。
8月9日3时30分,邯郸工务段邯郸重点维修车间焊轨工区党员工长、高级技师白继学带领7名职工出发,前往邯长线14公里650米处。上百公斤重的焊轨工具需要4人合力才能抬上线路,而他们当中最年长的57岁,最年轻的也已45岁。
5时整,“天窗”修开始。他们提着锯轨机走上线路,金属摩擦的声响和旋转飞迸的火花立刻让现场热闹起来。锯轨结束,守候在一旁的线路车间职工一拥而上,麻利地松卸扣件、拨除旧轨、拨入新轨、应力放散……500多米长的新轨条两端各与线路钢轨空出25毫米宽的细缝,这就是留给钢轨焊接工的工作。
“焊一个头大概40分钟,其中多半时间都在做准备工作。”白继学一边说,一边半跪在钢轨旁,用钢丝刷清除端面的杂物和铁锈,仔细测量钢轨尺寸。之后,最重要的“封箱”作业就要开始了。
“封箱”即把一个分为两半的箱状砂模固定在焊缝周围并做好密封,以便让钢水毫无遗漏地顺模具流入焊缝。
“‘封箱’只有一个标准,就是越密贴越好,否则就容易‘漏箱’‘跑铁’。”白继学说。从砂箱缝隙“跑”出来的钢水温度高达3000℃,轻则在钢轨上形成坑洼,重则将一指多宽的焊缝熔成巴掌宽的豁口。这时就要锯掉6米长的钢轨,从头再来,既浪费料具,又增加工作量,更严重的是会延误线路开通,给铁路运输造成巨大损失。
“所以,一定要按照‘一勾二抹三压四封五查’的步骤来,一步一步把隐患消除。”
这个被命名为“继学钢轨焊接五步法”的工作法,是白继学结合20多年工作经验,带领班组党员及生产骨干总结出来的。2009年以来,班组职工全面学习“五步法”,不断应用完善,实现了“漏箱”为零、焊接合格率100%的目标,也为班组多次赢得段先进班组的荣誉。
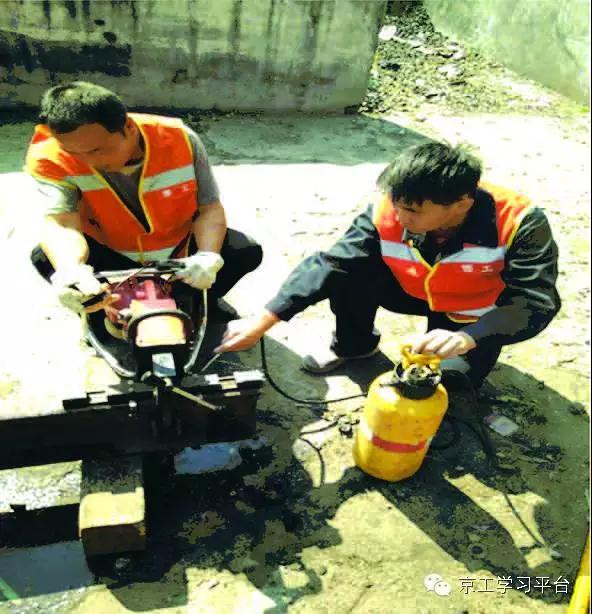
只见白继学和职工杨海军蹲在钢轨两侧,开始作业:先用“封箱”泥对砂箱和钢轨间的所有缝隙进行勾缝,再用指肚抹匀,使劲压实,然后用更多的泥全方位封堵,最后进行整体检查确认。两人手法利落、配合默契,两分钟就完成了“封箱”步骤。
随后,白继学将焊枪伸入砂箱进行预热,700℃的火焰连续燃烧5分钟,钢轨端头渐渐变为橙黄色。焊枪一撤,两名职工立刻上前,一人在砂箱内放入砂芯,一人在砂箱上摆好盛满焊药的坩埚,迅速用高温火柴点燃。15公斤焊药在3000℃高温下慢慢熔化、流入砂箱,白继学和杨海军始终手握 “封箱”泥守在一旁,随时做好堵漏准备。
10多分钟后,碎渣停流;6分钟后,坩埚被撤;8分钟后,推凸器将砂箱推除;再经几次打磨,平滑的焊缝与周围轨面融为一体,无缝钢轨依然无缝。











发表评论