










今天我们来了解钢轨焊接之气压焊焊接施工过程。
一,劳力组织;每个焊缝需劳力6人,其中对轨1人,看火候1人,调氧气,乙炔(混合气比)1人,开油泵1人,打磨一人。
二,施工准备工作:备齐气压焊接所必须的所有工具。
三,焊接钢轨的加固:采取适当的加固措施,避免钢轨在对接、对正以及焊接的过程中发生移动。
四,钢轨端头的准备:仔细检查钢轨端头,并做好焊接前的清理、打磨工作,达到铝热焊接所应具备的条件,必要时可锯轨打磨。
五,钢轨端头对正:正确做好轨端的间隙设定,垂直对正和水平对正,并消除钢轨端头间的小量倾斜;这一步的工作至关重要,如若其中任何一个工作没有做好,将直接导致焊接的失败。
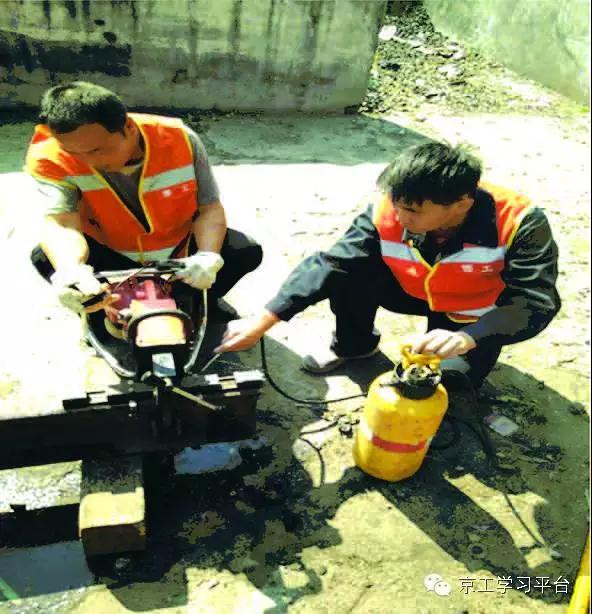
六、安放气压焊设备,注意此步一定要将气压焊设备固定好。并将燃气与冷却设备连接好备用。
七、安放推凸装置。
八、点火焊接:焊接时随时调节氧气与乙炔气,并来回移动加热器,由经验的焊接人员看时间及焊接火候。
九、加热顶锻:采用全长淬火轨铺设无缝线路时,在现场焊接的街头被退火,机械性能低于原淬火轨。使用加热器,淬火冷却装置和气体流量控制箱组成的小型的便携式热处焊接完成后立即用燃气加热时间:5分钟左右,冷却水量和冷却时间:冷却水量为0.4m3/h,冷却时间25秒左右
十、推瘤:使用推瘤机推瘤并除掉余烬。
十一、打磨:推瘤后立即进行打磨,使其接近钢轨,打磨街头的轨内、轨外面。
十二、标识:检查焊好的接头,做好焊接记录并贴上标记,将轨道恢复至标准状态,清理焊接现场,撤销轨道防护措施。
技术资料
联系方式
电话:0537-2171596
手机:18853736667(许)
地址:济宁共青团路西鑫声玉城
网址:www.hczhawa.com
手机:18853736667(许)
地址:济宁共青团路西鑫声玉城
网址:www.hczhawa.com
最新资讯
+ MORE- ▪ 高锰钢整铸式辙叉
- ▪ 钢轨伸缩调节器的作
- ▪ 钢轨伸缩调节器产品
- ▪ 时速350公里客运专线
- ▪ HGM-B型高摩合成闸瓦产
最新产品
+ MORE钢轨焊接之气压焊焊接施工过程
发表时间:2014-12-28 12:23 作者:admin 来源:未知 浏览:











发表评论