










A型(压轨器)固定件的安装
一、压轨器安装前提条件
1、压轨器安装必须在起重面钢梁调整完毕后进行;
2、起重机钢梁须符合《钢结构工程施工及验收规范》(GBJ205-83)规定和现行钢结构规范的要求;
3、压轨器应对安装;
4、压轨器安装前起重机梁表面漆必须涂刷完毕并符合现行规定要求;
5、压轨器安装前,轨道接头应连接完毕,轨道接头和侧弯偏差符合《钢结构工程及验收规范》(GBJ205-83)的规定,对超出允许偏差的轨道,必须校正完毕后方可施工;
6、底板控制板与钢吊梁的焊接应符合设计要求。
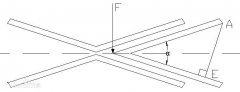
二、安装次序与要领
A、焊接固定底座,可利用固定底座,表面的三条刻槽及压轨器中心位置定位,其位置对吊车梁中心线的允许偏差为±1.0mm;
B、放入T型螺栓,并向钢轨方向推移就位;
C、放入楔形调整板,并使有刻槽的面朝上;
D、依次安装钢轨压板、垫圈、弹簧垫圈及螺母;
E、打动楔形调整板,调整压轨器在垂直于钢轨方向的位置,当钢轨压板与钢轨下翼缘紧密压紧后,再拧紧螺母;
F、设计或施工时应考虑焊接固定板时对吊车梁扰度变化的影响。
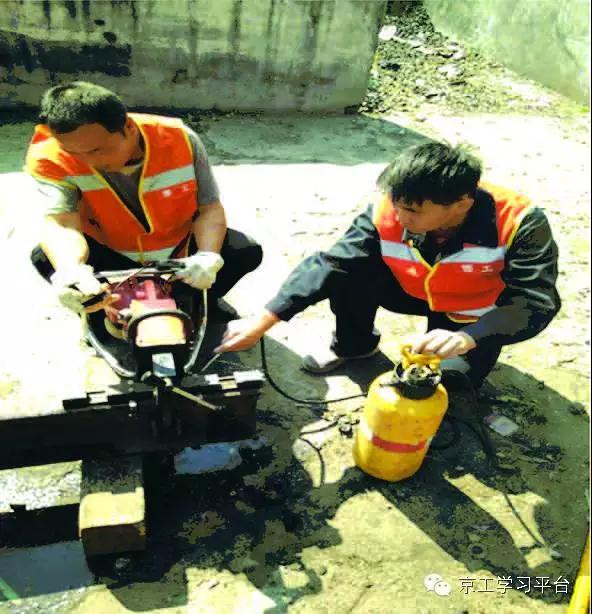
注:焊接弄轨道固件,我公司称压轨器,(即WJK型)主要应用于钢吊车梁的轨道固定,也可应用于堆取料机、推焦机、拦焦车等地面运输设备的轨道固定。









发表评论