










1 概述
国外采用无砟轨道技术较早,目前已有一定的建设规模。在德国、日本等国家,建成并已经投入使用的无砟轨道,结构形式主要有:日本板式、德国博格板式、雷达2000和旭普林双块式等。
CRTSI、CRTSII型轨道板,是我国通过消化、吸收博格公司板式轨道的技术,对轨道板的制造、铺设等工艺进行了系统的试验和研究,经过科技攻关研制符合中国国情的无砟轨道施工的特殊构件,是我国高速铁路建设具有自主知识产权的的科研成果之一,目前已经得到大规模工程实际应用。
2 精调的分类
2.1人工采用精调小车
国内外轨道板精调施工目前采用的方法,与轨道板的支承、测量方法密不可分。按照目前的调整工艺,CRTSII型轨道板使用带调整螺杆的精调爪支承在底座板上,因此轨道板的精调施工都是用精测标架系统配合人工,转动精调爪的螺杆来完成,精调爪如图2所示。
在轨道板精调之前,精调爪、测量标架、全站仪、GRP定向棱镜等部件安装位置,全站仪与GRP棱镜之间可以间隔2块轨道板,也可以间隔3块板。
人工精调的缺点:
(1)轨道板的偏差信息虽然是由电脑指挥全站仪自动测得,必须由测量员向调整工人以喊话的方式传递,两者相距13米或19.5米,一次测量后必须测量员向工人传递多达4组动作数据和方向,才能完成。
(2)测量人员将调整量转换成所谓的“圈数”告知调整工人,每圈为1mm,因此测量人员告知的数据是“几圈(几毫米)、半圈(0.5毫米)、少半圈(0.1、0.2、0.3毫米)”等,这种调整数据的精度是极其有限的,保证高速铁路轨道板的精确铺设难度较大。
(3)工人得到测量人员的指令,由于掌握转动角度比较粗略,人工一次转动调整螺杆,很难保证零点几的动作精度,因此需要反复测量、调整多次才能达到±0.3mm的精度要求。因反复次数多,所以调整效率比较低。
(4)调整工人用手动扳手转动精调爪的丝杆,使轨道板产生移动,劳动强度很大,经常还因为听错或理解错误,发生动作方向反、动作量不足或过调等异常情况。
(5)调整中,工人按照测量员的喊话指令扳动螺杆的过程中,四名工人无法同步动作,因此调整过程相互影响,尤其在调整方向时影响比较严重。
(6)调整的精度和效率,完全依赖于测量人员和调整工人的经验和熟练程度,在人员变动、异常情况出现需要重新调整时,会严重影响调整精度。
2.2 全自动精调设备精调
随着以CRTS II型轨道板为主体结构的无砟轨道在国内高速铁路建设工程中的广泛应用,施工中迫切需要一种高效率、高精度、低人力投入的全自动精调设备来满足高速铁路、客运专线对高平顺性、高稳定性、高质量性的要求。采用先进的工装也是保证施工工期、降低人力资源成本,提高施工综合经济效率的主要措施。全自动精调设备的优点:与人工调整不同,使用全自动精调设备时,许多中间工艺流程都可以通过软件来实现,因此精调过程简单化,尤其自动精调彻底取消了调整工人的影响,使工艺简化到设备安装——测量员测量与调整两个环节。 最新研发的全自动精调系统主要由主控制台、控制电缆、调整器、测量仪器、测量标架、电脑等组成。
3 全自动精调设备关键技术
3.1 运动体空间数学模型
轨道板在调整过程中,既有刚体的运动规律,又有弹性体的运动特点。根据轨道板的设计数据和现场的实测结果,总结出轨道板的动作规律如下:
(1)在调整动作量较大时,轨道板横向运动与变形主要表现为刚性特征,沿长度方向主要表现为弹性特征。如果在轨道板的一角施加作用力F,轨道板将产生弯曲变形,但是在作用力的一端,沿横向变形量H1与H2接近,而沿长度方向,轨道板则呈现明显的弧形,变形量从0到H1或H2。
3.2 现场总线技术
以往的人工调整,测量员告知每个调整工人动作量、动作方向;工人按照自己的理解、目测各自完成调整动作,因此动作有先有后,很难同步进行,尤其在进行轨道板横向调整时,影响较大。全自动精调系统以数字控制器为核心,10个调整器通过现场总线连成了一个系统,控制器通过发送动作指令的方法指挥每个调整器的动作。精调设备的每个调整器控制模块有唯一的地址编号,控制指令则包含了地址信息、动作量、动作方向等参数,实现整个设备自动化控制,协调各调整器的动作。
3.3数据与指令的传输
全自动精调系统采用了Wi-Fi技术连通了精调设备与测量电脑之间的无线数据链路,这一方案对兼容国内主流厂商的精测标架系统提供了很大的便利,而且不给用户增加硬件成本,不用改动任何部件,大大的方便了使用者,减少了精调设备使用条件的限制。
Wi-Fi是一种无线联网的技术,是目前应用最广泛,技术最成熟的电脑联网方式之一,当我们在一个区域设置一个无线路由器,那么在这各电波覆盖的有效范围都可以采用Wi-Fi连接方式进行联网,互传信息。目前市售的各种常用电脑、掌上电脑、甚至手机都将Wi-Fi连网方式作为了标准配置。
无线Wi-Fi的工作距离在现场空旷的情况下,可以达到100米以上,而且解决了高速移动时数据的纠错问题、误码问题,设备与设备、设备与基站之间的切换和安全认证都得到了很好的解决。
3.4 测量数据的捕获与统一
当全自动精调系统与智能精测标架系统连用时,不用任何设置,系统会自动连接成功,每次测量结果,电脑会自动向精调设备传送。
这基于Windows的驱动程序,主要完成以下功能:(1)监听主CPU向显存发送的计算结果数据;(2)向显示屏上输出精调操作小窗口,并不断更新数据;(3)向电脑的WIFI窗口发送精调数据和调整指令,接收精调设备的应答;(4)驱动电脑的内置喇叭,发出声音报警信号。
3.5 电气控制系统
电气控制系统是全自动精调设备的核心部分,无论是设备与测量标架系统之间信息传递、人员对设备的操作、系统内的逻辑与数学运算,还是调整器的功率输出,都是通过电气系统来实现的。电气控制系统的元器件主要安装在主控制台中。主控制台上安装由显示屏、操作开关、射频天线、电源与调整器插头等,对精调设备的所有操作都可以通过该控制台的操作面板完成。
3.6 整体化
全自动精调设备从实际出发,进行了整体化设计,使整套设备既形成了一个有机的整体,又可以保持机动灵活、重量轻的优点。
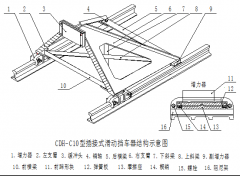
设计了专门的移动车架,作为整套设备的主体框架,在框架上装载了主控制台、控制电缆、调整器、测量标架等,这种设计有其独特之处:(1)行驶在底座板上,对已经精调好的轨道板没有任何影响,自适应宽度的脚轮保证了行驶的可靠性,有不对底座板、车架造成任何伤害。(2)设计了独特的悬挂结构,调整器在工作时可以快速取下,在调整结束后可以挂车架上。(3)车架上配有照明灯、防雨顶蓬,方便了夜间施工、减少了天气影响。(4)整套设备重量较轻,只需人工推动即可转移调整的位置,在左右线间移动也比较方便。(5)由于整体化设计,节约了大量的人力投入。正常情况下,一个精调班组最少由3人组成,一名测量员,两名配合工人。
4 结语
全自动精调系统具有以下优点:
(1)保留使用现有的精调爪作为支承装置。
(2)提高轨道板定位调整的精度,轨道板位置误差小于±0.3mm。
(3)提高轨道板定位调整的效率,正常情况下至少达到4块板/小时。
(4)兼容现有主流标架测量系统的数据。
(5)安装、拆卸方便,可以整体快速转移;降低操作人员的劳动强度。
(6)继承人工调整的工艺,不增加操作人员需求。
根据在兰新第二双线和郑西客专分别采用传统的精调小车和全自动精调设备进行对比,当精调约25km轨道板,从调板效率、精度等方面进行了对比,数据表明,精调小车和全自动精调设备调整精度完全达到技术要求:轨道板的承轨座在高程方向偏差、中线方向偏差、相邻两块轨道板之间平顺性偏差不超过±0.3mm,但是正常情况下全自动精调设备调板效率大约是人工的1.5-2倍。
技术资料
联系方式
电话:0537-2171596
手机:18853736667(许)
地址:济宁共青团路西鑫声玉城
网址:www.hczhawa.com
手机:18853736667(许)
地址:济宁共青团路西鑫声玉城
网址:www.hczhawa.com
最新资讯
+ MORE- ▪ 成都17号线一期工程开
- ▪ 成都地铁17号线一期工
- ▪ 贵阳地铁2号线铺轨了
- ▪ 济铁即墨综合物流园
- ▪ 徐宿淮盐铁路铺轨进
最新产品
+ MORE概述高速铁路轨道精调测量方法
发表时间:2015-01-15 22:39 作者:admin 来源:未知 浏览:











发表评论