










针对HGM-B 高摩合成闸瓦磨耗线压制造成端部裂纹的问题,通过对比闸瓦磨耗线压制工艺过程和作业方法,确认磨耗限度标记线压制在端部棱角处是主要原因,提出磨修标志线压制刀具和改变磨耗线压制模具中刀具位置的改进措施。经实际验证,该措施有效解决了此问题,提高了闸瓦产品质量。
新型高摩合成闸瓦因具有重量轻、耐磨性好、使用寿命长及摩擦性能可按需要调整等优点,已成为铁路货车主型闸瓦。2013 年下半年,驻太原北车辆段验收室在交验HGM-B 型高摩合成闸瓦时相继发现新造闸瓦端部裂纹,裂纹深度超过TB/T 2403—2010《铁道货车用合成闸瓦》“摩擦体侧面允许存在
深度不大于0.5 mm 的毛细裂纹”的规定,产品质量不合格。闸瓦端部裂纹会直接造成闸瓦掉块,属于闸瓦制造质量问题。
1 裂纹具体情况2013 年8 月, 验收员在交验时发现某新造HGM-B 型高摩合成闸瓦端部裂通。为调查详细情况,扩大范围,对2 个批次的同类闸瓦进行抽查。
HGM-B 型高摩合成闸瓦抽查结果见表1。
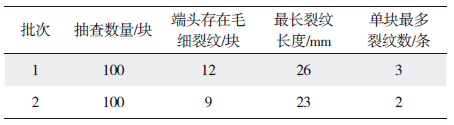
从表1 可以看出,在抽查的总共200 块闸瓦样品中,有21 块出现不同程度、不同数目的裂纹,占抽查总数的10.5%。此外,不论裂纹大小,裂纹的起始位置均在磨耗限度标记线压痕处。
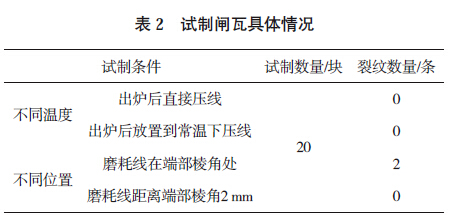
2 裂纹原因分析针对抽查结果,对出现裂纹的闸瓦分别进行了理化性能试验、红外光谱检测和热失重检测,试验结果表明其各项性能均符合TB/T 2403—2010 规定。为此重点对闸瓦磨耗线压制工艺过程及作业方法进行排查。按照压制温度和压制位置的不同分别试制20块闸瓦,具体情况见表2。
高摩合成闸瓦磨耗线的要求是,在闸瓦侧面两端指定部位涂刷黄色磨耗线限度标记,常温压制成型的闸瓦允许在相同部位压出磨耗线标记,而磨耗线的压制设备、工艺位置、压制时机等并没有明确规定。
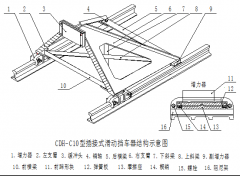
局属配件厂起初尝试涂刷黄色磨耗线限度标记,但因油漆流坠,影响美观,且不易操作,工作效率低,后改用机械压制磨耗限度标记线的方法,工序设置在闸瓦热压成型之后进行。磨耗线压制工装如图1 所示。

对比表2 中闸瓦试制条件,发现只有磨耗线压制在闸瓦棱角处时才会出现端部裂纹,20 块闸瓦中有2 块出现端部裂纹,占10%。若将闸瓦在模具内靠一端放置,另一端的磨耗限度标记线便不会在端部棱角处,标记线同端部棱角的距离约为2 mm,这种条件下连续试验的20 块闸瓦端部均无毛细裂纹。结合裂纹产生的位置特点,可以确认磨耗限度标记线压制在端部棱角处是闸瓦端部裂纹产生的主要原因。
3 改进措施及效果
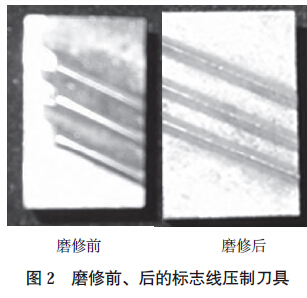
3.1 磨修标志线压制刀具磨修磨耗限度标志线压制刀具,将其刀刃磨去约5 mm,从而避免磨耗限度标志线压痕落在棱角处。磨修前、后的标志线压制刀具如图2 所示。
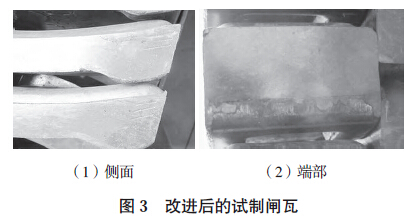
压制刀具经磨修后,自2013 年9 月下旬开始共制造6 万多块闸瓦。通过近1 个月的连续观察,未再发现新造闸瓦出现端部裂纹。改进后的试制闸瓦如图3 所示。
结合生产实践和制造工艺特点,从磨修标志线压制刀具和改变磨耗线压制模具中的刀具位置2 个方面改进闸瓦压制条件。新造高摩合成闸瓦经现场使用验证,其端部出现裂纹的问题得到有效解决,闸瓦产品质量明显提高。











发表评论