










钢轨是铁路线路的重要组成部分,其质量的好坏直接影响到列 车运行的安全性和平稳性,因此,必须及时对钢轨病害进行消除或 修复,保证铁路运输安全。
1 钢轨主要病害分析
1.1 钢轨病害类型。钢轨病害主要包括波形磨耗、侧磨、肥边和 钢轨接触疲劳损伤。波形磨耗会引起很强的轮轨动力作用,使列车 产生剧烈震动和噪声,加速机车车辆的损坏。 钢轨侧磨主要是小半径曲线的外股钢轨侧磨和直线钢轨的交 替侧磨。在提速线路中,直线钢轨出现不均匀侧磨形成周期性轨道 不平顺,导致提速机车车辆摇晃。 钢轨肥边主要是在曲线外股钢轨和直线钢轨轨顶内侧被压溃 后所产生的,会导致轮对的蛇形运动,增大轮对运转阻力。 钢轨接触疲劳损伤主要是由于金属接触疲劳强度不足和车轮 的重复作用,最终形成接触疲劳损伤。疲劳裂纹形式有接触疲劳裂 纹和轨头掉块、剥离等。
1.2 钢轨病害产生的原因。列车的运行状态是一个由多种独立 运动叠加而成的复杂运动,钢轨承受垂向力、横向力、纵向爬行、温 度和制动力的作用,因此钢轨病害的产生主要是受钢轨作用力和钢 轨材质的影响。爬行力和制动力都是摩擦力,与轮轨材料和车轮垂 向载荷有关。 2 钢轨打磨目的及方式 钢轨打磨是通过打磨装置 (打磨砂轮) 清除轨头表面金属的过 程。
2.1 钢轨打磨的目的。钢轨打磨的目的在于消除钢轨的波形磨 耗、侧磨、肥边和控制钢轨的接触疲劳等病害,恢复轨廓形状,改善 轮轨关系。延长钢轨更换周期,降低钢轨使用成本;改善轮轨接触关 系,减小轮轨动力作用,提高列车运行的平稳性和乘客的舒适性;降 低轮轨噪声,减少对轨道结构和机车车辆的损伤,降低轨道线路和 机车车辆的维修成本。
2.2 钢轨打磨方式。钢轨打磨方式分为修复性打磨和预防性打 磨两种。
2.2.1 修复性打磨。修复性打磨主要是消除病害,恢复轨廓 形状。修复性打磨可分为矫正性打磨和维护性打磨。打磨一般要经 历三道工序:第一道工序就是清除钢轨表面已有的缺陷,第二道工 序是将变形的轨头整形,最后一道工序是将轨头打磨成所要求的形 状。
2.2.2 预防性打磨。预防性打磨是在缺陷形成前进行的经常性维 护,对于不同的病害要采取不同的处理措施。预防性打磨是将轨头 打磨成适应线路运行条件的形状(不同线路根据使用情况的不同需 要打磨成的轨头形状也不同),预防性打磨是根据需要将轨头打磨 成一个特殊形状,而不是简单地恢复到原来的外形。
3 钢轨打磨工艺制定 3.1 原则。
3.1.1 为了制定合适的打磨工艺,首先要了解钢轨病 害的类型、产生的原因,并根据线路钢轨的实际使用状况,结合钢轨 打磨列车的性能,制定适合的最佳打磨工艺。
3.1.2 钢轨打磨要与线 路综合维修有机的结合,在线路维修后立即进行钢轨打磨,以防止 新的短波不平顺的产生。
3.1.3 钢轨打磨的标准是打磨后列车运行 时能在钢轨定面中心处产生 15~25mm 的光带,而且要实现车轮与 钢轨的两点接触。
3.1.4 波磨深度小于等于 0.5mm,肥边厚度小于 1mm 时,采用预防性打磨;波磨深度大于 0.5 mm,肥边厚度大于 1mm 时,采用修复性打磨。
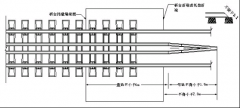
3.1.5 钢轨打磨区域。GAUGE(+)表示钢轨 的轨距角一侧(内侧),FIELD(-)表示钢轨的外侧。0°-45°表示从钢 轨的中心线 0°到偏向钢轨内侧 45°范围。这也是线路打磨列车的 打磨单元向内侧偏转的最大角度。相反 0~-45°表示是钢轨中心 线的 0°到钢轨外侧 45°范围,但 PGM-48 型线路打磨列车外侧打 磨最大角度为 30°如图 1。 3.2 修复性钢轨打磨工艺(PGM-48 型线路打磨列车)。修复性打 磨主要是消除病害,恢复轨廓形状。
3.2.1 消除肥边。肥边情况不是很 严重时,采用单侧 24 个打磨单元均匀分布在内侧 20°~内侧 45° 范围内的打磨方式。肥边情况较严重时,采用 24 个打磨单元全部为 45°的打磨方式。
3.2.2 消除波磨。从内侧 25°~内侧 9°均匀分布 24 个砂轮。此模式可以消除钢轨顶面一定量的波磨,改善车轮踏面 和钢轨接触,在钢轨顶面中心形成 15~25 mm 宽的光带,减缓了列 车的“蛇行运动”,同时消除打磨轨距角时产生的棱角。
3.2.3 外侧模 式:24 个打磨单元分布在外侧 l5°~外侧 30°之间,主要是针对垂 直磨耗较严重,光带变宽的钢轨。
3.2.4 顶面模式:24 个打磨单元分 布在内侧 l5°~外侧 15°之间,主要针对钢轨顶面波磨、细小裂纹 及鱼鳞伤病害的打磨。
3.3 预防性钢轨打磨工艺。
3.3.1 控制钢轨侧磨。控制轮轨相互作 用和接触力是有效降低侧面磨耗的手段,要求优化钢轨对机车车辆 的导向作用,两点接触的打磨理论可以达到这个目的。
3.3.2 控制钢 轨疲劳。预防性打磨的第二个作用是控制钢轨表面的疲劳,尤其是 曲线轨道轨头内侧的疲劳缺陷。当轮轨一点接触时,轮轨接触附近 应力高度集中,容易造成轨头疲劳、鱼鳞伤、裂纹和剥落。
3.3.3 控制 波磨。预防性打磨的第三个作用是控制波磨,尤其是在控制以货运 为主重载运输线曲线下股上的短波磨耗效果明显。短波磨耗常常出 现,预防性打磨是控制波磨的有效方法。
3.4 打磨遍数。在打磨之前首先要确定打磨遍数,进而才能确定 每一遍要打磨的部位及与此相应的磨头的角度和压力。打磨遍数要 根据现场钢轨的损耗程度、打磨车的车况有施工负责人现场决定。 预防性钢轨打磨遍数一般控制在 3 遍,钢轨切削量较小。修复性打 磨主,打磨遍数一般定为 5 遍。 综上所述,随着我国铁路技术的高速发展,钢轨打磨技术在线 路的养护中的作用越来越重要了,既有线的高速重载、客货混跑,高 铁线路应用钢轨打磨列车在线路开通前对钢轨预打磨、开通后对钢 轨预防性打磨及修复性打磨等对线路的安全运行十分必要。所以我 们要加强这方面的研究和试验,制定各种合理的钢轨打磨工艺,为 新建客运专线顺利开通和已有线路安全平稳运行提供保障。
钢轨打磨技术应用浅谈
发表时间:2018-06-28 12:18 作者:admin 来源:未知 浏览:











发表评论