










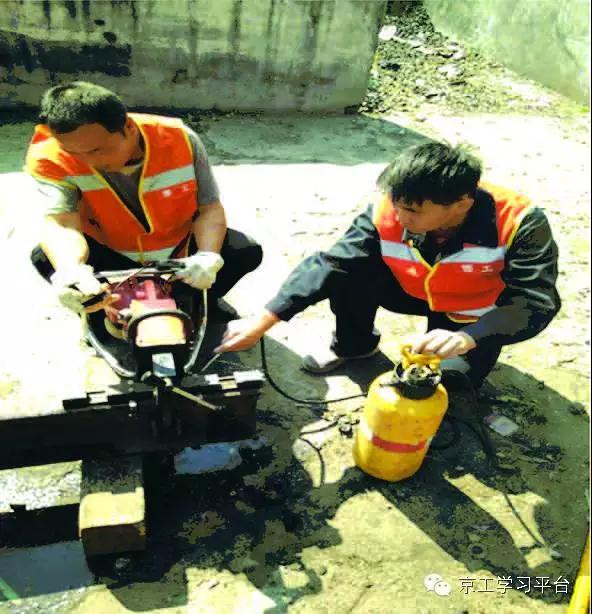
NGM—4.4型内燃钢轨打磨机是为了打磨钢轨铝热无缝焊接或加强焊接以及钢轨磨损所产生的毛刺,机体采用优质碳素结构钢板组焊而成,装有偏向防滑导轮,可打磨轨头的两侧面及顶面,是铁路工务进行轨头打磨的专用设备。
技术参数
1.汽油机功率 4.4Kw/4500r/min
2.砂轮规格 Φ125×65×M20
3.砂轮转速 4500r/min
4.砂轮总进给量 60mm
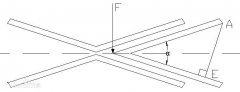
5.仿形轮距 1000mm
6.外形尺寸(mm)1382×680×890
7.整机重量 69kg
8.厂家 沈阳铁路机械厂
技术要求
1 、打磨后钢轨轨边、轨面要光顺平滑、无明显凹凸,鞍形磨耗打磨位置要正确,打磨后轨面要平顺,无凹陷,钢轨轨头恢复原有轨头形状。
2、钢轨打磨范围内不得出现蓝色、黑色氧化层
3、钢轨顶面顺坡坡度不少于0.5‰。
4、钢轨内测轨距变化率不大于0.3‰.
5、打磨区域轨道顶面形状与前后钢轨一致,光带宽窄相同,纵向是一条直线。打磨面宽度的最大变化值在长度100mm范围内不应大于打磨面最大宽度的25%.磨面宽度应达到以下要求:轨距角圆弧R13-R80(不含)≤4mm,R80≤7mm,R300≤10mm,从打磨区域向非打磨区域的过渡要平滑无台阶。打磨面的粗糙度小于10чm
6、由于钢轨轨面打磨作业引起其他作业,应恢复到符合各项作业标准。
操作程序
1、按上述准备好的工作,顺时针转动进给手轮3时,砂轮下移。
2、获得良好的打磨质量,须按两步进行。
a)粗打磨:打磨应从轨面开始,打磨机沿钢轨往复移动,缓慢放下砂轮打磨凸起部位,待打磨至离轨面1mm,再旋转彷形手轮按上述方法打磨侧面。
b)精打磨:在粗磨的基础上打磨机重新就位,准备打磨轨面。当打磨机就位后,放下砂轮,使之刚好触及焊缝附近不须打磨的轨面,从轨面开始打磨,然后旋转彷形手轮打磨侧面,打磨范围应达到焊缝两侧各100mm,为补偿砂轮磨损,应随时调整砂轮进给量。
打磨完成后,必须逆时针旋转手轮,使砂轮上提,以便于进行下一个焊缝的打磨,减小油门,关闭汽油开关,使汽油机熄火,停止作业。
安全及操作注意事项
1、在使用前,必须将按汽油机说明书加注机油;
2、不许使用转速低于4200r/min 的砂轮;
3、更换砂轮前必须停机;
4、千万不可使用已损坏的砂轮;
5、更换砂轮后空转30秒,在试转过程中其他人员必须远离现场;
6、使用前检查砂轮是否完好,检查紧固螺母是否松动。
8、在使用、运输过程中不得扔、摔。
故障排除
| 故障 | 原因 | 故障排除方法 |
| 启动原因 | 砂轮面接触面或主轴上有其他阻力 | 逆时针旋转进给手轮使砂轮离开轨面并排除主轴上的其他阻力 |
| 汽油不足 | 加注混合燃油至油箱达到容积的90% | |
| 汽油油箱阀没有打开 | 打开油箱阀门 | |
| 火花塞点火异常 | 清除积碳,必要时调整电极间隙(0.5-0.6mm),甚至更换 | |
| 油管不畅通,化油器没有汽油 | 按动注油器给油(最多三次)使汽油进入化油器 | |
| 启动正常 | 化油器堵塞 | 清洗化油器 |
| 进给不畅通 | 进给齿轮及轴承损坏 | 更换齿轮或轴承 |
| 进给导柱变形或缺失润滑油 | 更换导柱或加注润滑油 | |
| 仿形轮或护轨轮不旋转 | 轴承损坏 | 更换 |
维修保养
1、长时间不用,机具应放置在通风、干燥、无腐蚀气体的库房内,内燃机应放尽燃油。
2. 砂轮应防潮、防撞、防压。汽油机推荐运行的环境温度在-15℃~40℃之间。
3、推荐使用辛烷值在90#或更高的无铅汽油,加注汽油时,发动机应停机,并远离火源,加油要适量,加油后要擦净机具表面残留汽油。
4、经常检查汽油机的润滑油油量是否充足,空气滤清器是否洁净。
5、不要让机具被雨淋,如被雨淋后应将汽油机及机具各部擦干。
6、打磨机主轴的角接触轴承,齿轮箱轴承、导向轮的滚动轴承,走行轮轴承,介轮同步带轮轴承、离合器各轴承,轴筒轴承等有轴承处要定期的注入和更换润滑脂。









发表评论