










必须严格按照厂家的铝热焊接操作工艺进行焊接。
在加拿大和美国,气温低于零下18ºC时,禁止进行铝热焊接;在法国,这个温度在零下5ºC左右。
铝热焊高温材料遇到湿气容易发生爆炸现象。冬天时,潮湿源一般以雪或霜的形式存在于道碴中。另外,在下雪或有霜的天气下进行焊接时必须遵循以下注意事项。在气温低于零下18ºC时,严禁进行铝热焊接。
必须清除焊接区域内最小半径为3米范围内的雪迹。当由于路基限制而无法做到时,也必须至少清除至道碴边缘。
封箱泥可以在零下5C左右使用,通过提高封箱泥中乙二醇的百分比可以得到更低的凝固点,我们在美国就是这么做的。
焊接前必须对钢轨做好应力放散,道碴必须捣固密实,但是如果道碴结冰的话,就无法对其进行捣固,应力放散工作也难做好。而焊接工作与应力放散工作又是相互独立的,需要相关部门协调完成,共同来保证线路的稳定。
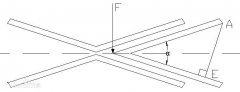
焊接前必须对待焊钢轨进行加热,不同气温条件下钢轨需要加热的长度见下表。对钢轨的加热只能用涡轮式丙烷加热枪进行(因为氧气/丙烷火焰可能会改变钢轨的金相结构),钢轨必须加热至37C以上。
气温范围 轨缝两侧各需要加热的范围
+15C 到 -9C 76cm 到 91cm
-9ºC 到 -15ºC 91cm 到 122cm
-15ºC 到 -18ºC 最小122cm
钢轨对正好后,必须在安装砂模之前完成钢轨的加热工作。
预热的丙烷气体是主要的问题:气温低时丙烷气的压力较低,气瓶的温度也很低,很难达到0.07MPa(10PSI)的压力。商业丙烷(纯度为80%)的最低温度限制在零下7C左右,但液化石油气的最低温度限制是多少我们还不清楚,但是可以肯定丙烷和丁烷的混合气体的最低温度限制要比零下7C高得多。因此寒冷天气焊接时,有必要使用电热罩或其他措施来给气瓶加热,以保证丙烷气体的压力及流量。
预热时间及推瘤时间必须严格按照工艺来执行。注意:必须至少在5分钟后才能移走灰渣盘、坩埚以及开始拆模。
焊药点燃之后,确保所有人员距离焊接区域至少12米,等焊药反应并浇注完之后再返回焊接工作区域。
为防止焊头冷却过快,必须对焊头用合适的保温毯或者保温罩进行保温。在推瘤之后迅速将焊头覆盖,直至焊头温度降至200C以下。
所有焊好的焊头必须用液压钢轨拉伸器固定一段时间,必须等焊头温度降低至370C以下时,才能够撤走钢轨拉伸器。
为了尽量避免多余的熔化金属接触到湿气而发生意外,建议在焊接区底下放置一个接渣盘,同时在接渣盘里铺上一些干砂。放接渣盘之前,有必要用预热枪对道碴加热一下,使接渣盘在焊接完成后容易取走。
废弃的高温材料必须弃置于干燥的地方。(建议准备一个铁桶或者在随行卡车上装一个铁架,用来放置这些焊接产生的高温废弃物。)
对于紧急修复焊接,可以在焊头温度降至370C以下时(浇注后30分钟左右)限速放行列车。普通情况下进行铝热焊接时,最好还是等焊头温度降到200C以下(浇注后50分钟左右)再通车。
由于在冬天道碴结冰情况下很难做好应力放散,而这将对最终的焊接质量有较大的影响,同时出于从焊轨质量特别是施工安全方面考虑,在寒冷天气条件下,我们建议一般不要进行铝热焊接,特别是正常的轨道铺设或换轨工作。但是对于意外的断轨或其他特殊原因而不得不进行的修复焊接,必须严格遵照上述注意事项来进行焊接。
寒冷天气铝热焊接注意事项
发表时间:2014-12-21 13:11 作者:admin 来源:未知 浏览:









发表评论