










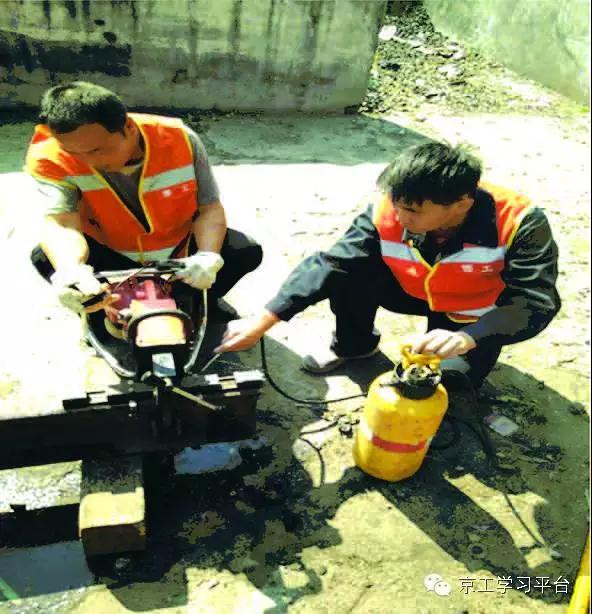
河北钢铁集团邯郸分公司焦化厂现有6座焦炉,年产焦炭200万吨。 1~4号焦炉为4.3m焦炉,熄焦车采用QU50钢轨,5、6号焦炉为2×45孔6m焦炉,采用QU 100钢轨。轨道安装原采用传统的鱼尾板螺栓夹紧。由于熄焦车的运行车轮对轨道接口的不断冲击振动,使熄焦车轨道与垫板及垫板与基础间的配合逐渐变松,易引起轨道变形。在对武钢和宝钢焦化厂考察后,决定引进铝热焊接技术进行钢轨焊连。
1 铝热焊接的原理及焊接质量
铝热焊接是将铝粉、氧化铁粉、铁屑及铁合金或稀土元素等按一定比例配合起来,组成铝热焊剂,用高温火柴点燃后,发生激烈的化学反应和冶金反应,在反应过程中铁被还原,由于铁密度大于溶渣,沉于坩埚底部,、氧化铝溶渣浮于上部,同时产生大量热量,高温钢水浇入扣在轨缝上的砂型中,将两轨端熔化,浇注钢水本身又作为填充金属,将钢轨焊接起来。
从2006年末开始采用铝热焊焊接轨道接头,截至2008年3月,发生焊缝折断2个,探伤发现伤损焊缝16个,伤损类型主要是核伤。2次折断的主要原因是在焊缝处轨头内侧下颚有>15 mm的核伤,导致钢轨发生脆断,见表l。
表1 焊缝伤损统计
|
焊接
数量
个
|
损伤
总量
个
|
占焊
接量
%
|
断轨
|
轨头内侧下颚核伤
|
轨头外侧下颚核伤
|
其他损伤
|
||||
|
数量
个
|
伤损比率,%
|
数量
|
伤损比率,%
|
数量
|
伤损比率,%
|
数量
|
伤损比率,%
|
|||
|
128
|
18
|
14.1
|
2
|
11.1
|
11
|
61.1
|
3
|
16.7
|
2
|
11.1
|
2 伤损原因分析
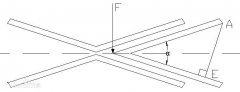
2.1 焊缝区的应力集中
铝热焊接焊缝由于焊筋的存在,在焊筋与轨头下颚结合部位形成凸形。在钢轨头部承受熄焦车作用力向轨腰传递时,凸形边缘(以下简称A区)成为非常明显的应力集中区域。当此处有毛茬或尖点出现时,就形成高应力集中点,在熄焦车反复冲击作用下,先形成伤损源。表1中的2次焊缝折断,其折断部位、断面中核伤位置都位于钢轨内侧轨头下颚 A区内,伤损从外表开始逐步由外向内发展,形成黑核。表1中探伤发现的轨头下颚核伤共14个,占总伤损量的77.8% 。
2.2 焊接预热的燃料问题
预热是焊接过程中的重要工序,其作用是消除模具中残余湿气以及提高模具和钢轨的温度。预热过度会使钢轨局部形成熔渣,可能造成以后的焊头断裂;预热欠火会使钢轨温度达不到规定要求,浇铸时易形成冷焊,出现马氏体脆性结构,很容易形成疲劳损伤。铝热焊接是采用快速定时预热方式,用氧气和丙烷气作为燃料,其燃料纯度可达99.8%以上。资料显示:50kg/m和100kg/m钢轨分别预热4min和11 min,钢轨温度可达到920~1000℃ 。而在施工焊接中,所用燃料是民用丙烷气(纯度87.5%),通过红外线电子测温仪对50kg/m钢轨和100kg/m钢轨预热4min和11 min时,测试的温度为850~950℃,明显欠火。
2.3 寒冷气候下焊接的伤损
铝热焊接对寒冷气候的定义是:刮风、下雪、下雨或气温低于15℃。在表1中18个伤损焊缝中,有6个是在气温低于15℃时焊接的,其伤损比率占33.3%。影响焊接质量的原因是焊头冷却速度快,快速冷却极易形成马氏体组织,容易产生疲劳性伤损。
2.4 焊接工艺问题
(1)焊接钢轨轨端断面与钢轨轴线不垂直,端头的直角、垂直公差>1.0 mm,会造成整个轨端断面预热不均匀。钢轨端头部应无损伤、裂纹和扭曲变形。有损伤、裂纹的必须锯掉,扭曲的必须校直,以免影响焊接质量。
(2)钢轨端头对正(对轨)出现偏差。对轨是铝热焊接工艺中最难、最费时的步骤。现场施工受气温变化的影响和焦炉出焦时间的限制,往往会出现预留轨缝间隙超出(25±2) mm的范围,尖点(垂直对准)不满足规定要求(对木枕3.2mm、对混凝土枕1.6mm),以及水平没有全部对正的问题。
(3)钢轨热打磨时,要在运行表面上保留至少0.8mm的焊头金属。如果热打磨不能及时跟上,使冷打磨量较大,往往会出现因打磨过快、过猛,造成钢轨顶面局部淬火或发蓝。
3 解决方法
(1)消除焊接接头的应力。在焊接结束后,用剔铲将焊筋周围的夹皮全部剔除,并用直径≤80mm的砂轮机对所有粗糙部位精细打磨,特别是轨头下颚焊筋两侧和轨底角部位不能留有任何尖点或毛茬。
(2)选择丙烷气体纯度高的石油液化气,在定时预热中,可将钢轨预热时间在规定时间的基础上适当延长。用红外线电子测温仪分别对50kg/m和100kg/m钢轨的预热进行50多次测试表明,预热时间由规定的4min和11 min延长15~30s,钢轨温度就可以达到920~1000℃,满足焊接要求。
(3)在寒冷气候条件下尽量避免焊接施工,如特殊情况需要进行时,必须在预热开始前和预热过程中用涡轮式焊枪或预热器将钢轨加热至37℃ 。加热长度为砂模两侧各l m的范围,在推瘤后立即用保温罩将焊头覆盖,时间至少达10 min,然后再进行打磨。
4 应用效果
从2008年5月采取上述方法,加强了熄焦车轨道铝热焊接技术和工艺的控制,到2009年2月底,共焊接接头30个,到目前为止未发现伤损焊缝。2008年9~10月,对以前焊接的焊缝也进行了全部整修打磨,在降低伤损焊缝频次方面取得了显著效果。









发表评论