










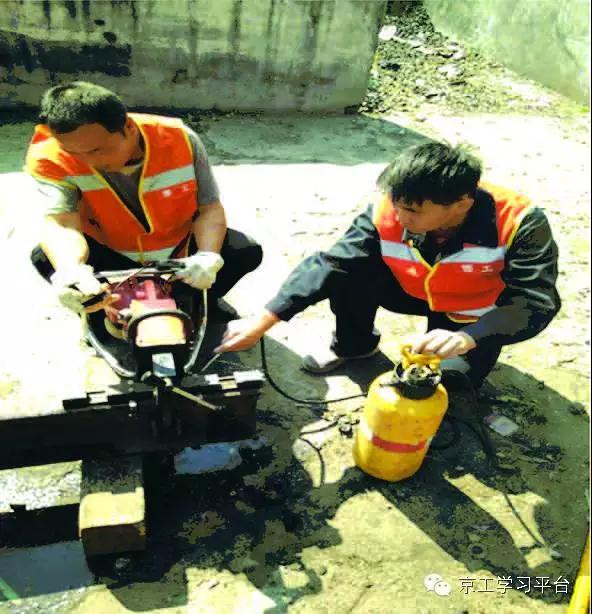
法国拉伊台克QP-CJ铝热焊焊接技术具有设备简单、焊接作业效率高、操作简便等优点。但是施工中因为各种卡控措施不到位,造成接头焊接质量不合格率较高。为此,需找出钢轨接头焊接质量不合格的原因,并寻求需要采取的措施。
1.法国拉伊台克QP—CJ铝热焊焊接工艺
QP-CJ焊接主要特点是采用一次性坩埚(用具见附表1),坩埚本身清洁、干燥,不需要封口钉;快速定时预热;在金相结构方面减少了焊头中夹杂物和孔隙的机会,金属成分的允许含量见附表2;焊接施工所需安装及辅助工具较少。
模具预热的作用是消除模具中残余的湿气以及提高模具和钢轨的温度,通过加热器(类似焊枪)用氧气和丙烷气作为燃料,氧气瓶和丙烷气瓶的压力分别为483 kPa、69 kPa,预热时间50 kg/m以下轨为4 min,50— 55 kg/m轨为4.5 min,58 kg/m以上轨为6 min。
2.焊接质量不合格的原因
(1)两钢轨端头有高低差。由于新旧轨磨耗程度存在差异,两钢轨端面不完全相同,出现轨头高低不一致,导致焊接接头质量不合格。
(2)钢轨端面与钢轨纵轴线不垂直,钢轨端面不平整,间隙距离超限,使加热器不能正确对中,预热不均匀,导致焊缝焊接质量不合格。
(3)打磨焊缝经验不足,打磨过量,使焊头接口处产生凹陷。
(4)在焊接过程中,由于焊接人员操作封箱不当和模具受潮等因素的影响,焊接钢水在注入焊道时冲出焊道造成钢水泄漏(俗称“跑箱”),影响焊缝质量。
(5)在焊补现场经过多次观察,发现安装砂模时,在被焊钢轨表面与砂模之间存在2—5mm的缝隙,致使堵封泥侵入砂模内,并残留于钢轨表面上,使个别焊缝与钢轨母材表面结合部出现1~2 lllln的凹陷不平顺,形成拗边现象,导致焊接质量不合格。这是由于供应的砂模是按新钢轨断面尺寸统一预制的,用在旧轨上存在间隙。
3.焊接质量控制措施
(1)调整钢轨两端轨头高低
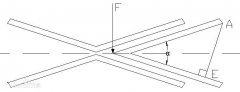
①、当高差<3mm时,用焊轨直尺将钢轨作用面一侧对齐(焊轨直尺全部靠在两钢轨作用面上),再将焊轨直尺置于两钢轨端头顶面,直尺端头与钢轨顶面间隙(尖点尺寸)要严格保证:钢筋混凝土轨枕为1.6mm,木枕为3.2mm。
②、当高差在3~8 mm时,需采用特制的中和组件进行焊接,对轨的方法与高差<3mm时相同。
③、钢轨一侧端头过高(错牙>5 mm)时,要使用起道器将偏低的钢轨端头一端抬高,起道器要放在离该端4至5根轨枕处,抬高到两钢轨端头水平,高低符合规定尺寸要求,直到焊接完毕焊头温度降至350℃以下时方可撤出起道器(根据经验,一般为浇注结束30min后撤出)。
(2)修整焊缝间隙
①、对轨端进行打磨作业,可消除钢轨端面不平和钢轨端面与纵轴线不垂直的偏差,偏差控制在1mm之内。
②、对轨端进行拉伸作业,将焊缝间隙控制在(25±2)mm之内。锁定焊缝两端线路,确保间隙无变化,就可进行作业。如线路在自由状态下,拉伸作业对锁定
轨温无影响。如部分线路锁定或同时进行两处以上焊接时,就要考虑拉伸对锁定轨温的影响,即锁定轨温中要加上因拉伸而增加的温度。
(3)焊头打磨
①、热打磨要在浇注结束后(推瘤之后)进行。打磨时,在轨头表面至少保留0.8 mm的焊头金属,钢轨头部两端过渡的圆滑处打磨至与既有钢轨平齐,钢轨的内外侧亦打磨至与既有钢轨平齐。
②、在浇注60min后进行冷打磨,打磨至焊头表面与钢轨整体平齐。
(4)钢水泄漏的处理
①、用氧乙炔焰将缺陷处表面及表面以下约1~3mm深度范围内的氧化铁及杂物熔化清除干净,防止焊补后中间有杂质层,导致焊层与母材“两张皮”而造成焊补层剥离。
②、用氧乙炔焰同时对缺陷处和浇筑棒进行加热至熔化。每次浇筑棒熔化后堆焊高度≯10 mm,待温度降至900℃~500℃时,用>9kg的大锤锤击焊接堆高部位,保证焊补层部分的密实度,防止焊补层内形成气泡,影响焊补质量。
③、反复对加热棒加热直至缺陷处堆高部分高出轨顶面约1~2 mm,然后进行热打磨,待轨温降至300℃以下时实施冷打磨。
④、缺陷焊补后,考虑安全问题,采用鼓包鱼尾夹板进行加固。
⑤、该办法只能对焊接造成轨头部分钢水泄漏的缺陷进行焊补且深度不宜超过30mm,其他任何部位因焊接钢水泄漏形成的缺陷应采取切掉该焊头,插入钢轨进行焊接。
(5)垂直磨耗、侧向磨耗钢轨的焊接
在现场对有垂直磨耗的旧轨,选用接近垂直磨耗的再用短轨进行焊接。将砂模底部挫磨相应高度,使砂模上部与轨面间隙<1mm,消灭焊接轨面的拗边现象。
(6)关键步骤的注意事项
①、焊接现场的准备工作。挖洞之前一定要检查是否有地下电缆,对任何会导致火灾或安全事故的隐患进行清除。进行铝热焊接及处理洞的地方要保持干燥。
②、钢轨端头的准备工作。钢轨端头必须使用锯轨机切割,确定以前未被气焊或电焊过。钢轨端头的对正应包括水平、纵向、扭转,发现有倾斜的轨枕或低接头,必须在钢轨对正之前将该区域整平。如无特殊要求,不要增加或减短钢轨的长度,以免影响钢轨的无应力温度。移动钢轨不要用锤子敲击,要通过钢轨垫板来调节,最好整根移动。
③、安装模具。底托和砂模应对称于轨缝中心线安装,安装完毕后用纸板将砂模口盖上。封箱泥均匀涂抹,不宜过多,以免水气不易排出。
④、预热。火焰调整好,预热器正式就位即开始计时,预热时间根据轨型选定。不要将加热砂模边缘的分流塞推进入口。
⑤、浇注。焊剂必须在预热完毕后30s之内点燃。将点火引信插入焊剂中,最深为25mm。当废渣停止流动时,开始计时。
⑥、拆除砂模与推瘤。在废渣冷却之后,方可将废渣盘内的废渣倒入废渣处理洞中。在浇注结束5min后拆模。在浇注结束6.5 min后,可进行焊头推瘤。
⑦、打磨。热打磨时操作者与钢轨保持一定距离,冷打磨时不要在某一处打磨过度而造成钢轨淬火。
4.结束语
需要不断加强焊轨人员的专业技术培训与学习,严格按照工艺流程与技术指标进行操作,同时做好焊接质量的跟踪调查分析,并对特殊条件下铝热焊焊接工艺进行调整,不断总结现场施工经验,确保钢轨接头铝热焊焊接质量达到规定的标准。
浅述钢轨铝热焊接质量的控制措施
发表时间:2014-12-21 13:15 作者:admin 来源:未知 浏览:









发表评论